
")
T型槽鑄鐵平臺從鑄造完成到成品,每一步都要按照工藝流程來,不可有步出錯(cuò),從設(shè)計(jì)圖紙,按照要求做好藝,然后做消失模,到鑄造,挖坑添埋消失模,進(jìn)行燒鐵水。澆注完成,過兩天出坑,進(jìn)行人工清沙,檢查T型槽鑄鐵平臺是否有氣孔,砂眼,裂紋,藏砂等問題。
清理T型槽鑄鐵平臺外表面,不可以有粘砂,氧化皮,耽誤零件加工和裝配,影響外表美觀。T型槽鑄鐵平臺內(nèi)不可有砂芯塊,芯骨,毛刺,飛邊等。加工T型槽鑄鐵平臺表面光滑,清理澆口冒口,焊接件不可飛濺T型槽鑄鐵平臺上有焊渣。要經(jīng)過人生處理和拋丸處理,T型槽鑄鐵平臺表面粗糙度應(yīng)滿足技術(shù)要求。檢查完成后,打磨,刮砂,機(jī)床開槽,打眼,會根據(jù)要求不能的精度,來進(jìn)行制作。
T型槽鑄鐵平臺次熱處理之后,用龍門刨進(jìn)行粗加工4個(gè)面,用側(cè)面銑加工兩端面,粗糙度達(dá)到12.5,粗加工完之后進(jìn)行檢驗(yàn)是否有砂眼、氣孔等鑄造缺陷,如有大的鑄造缺陷,鑄件報(bào)廢,重新再鑄,如檢驗(yàn)合格再進(jìn)行次人工時(shí)效,次人工時(shí)效達(dá)到550,升溫和降溫與次相同。
T型槽鑄鐵平臺次熱處理完之后,再用數(shù)控銑進(jìn)行粗加工,按經(jīng)驗(yàn)精加工完之后,數(shù)控加工平臺表面工作孔后文公加工螺紋,達(dá)不到貴單位要求,再經(jīng)人工鏟刮或研磨,方可達(dá)到圖紙要求,有計(jì)量部門檢驗(yàn)合格之后,外觀再噴漆,簡宜包裝,準(zhǔn)備發(fā)貨。
按經(jīng)過需方同意的T型槽鑄鐵平臺圖紙做模型,準(zhǔn)備鑄造工裝砂箱、芯鐵等。鑄造車間T型槽鑄鐵平臺造型。T型槽鑄鐵平臺造完型之后,準(zhǔn)備澆鑄。T型槽鑄鐵平臺爐前化驗(yàn):原材料進(jìn)廠,生要求化驗(yàn)單,我廠按化驗(yàn)單對生鐵進(jìn)行化驗(yàn)是否符合要求。T型槽鑄鐵平臺爐后化驗(yàn):鐵水融化之后進(jìn)行化驗(yàn)是否符合要求,如果其中有的元素不合格,可以增加或減少即可,直至合格方可。
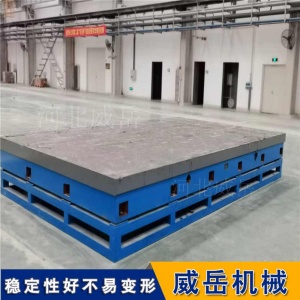
T型槽鑄鐵平臺工作面上不應(yīng)有銹跡、劃痕、碰傷及其他影響使用的外觀缺陷。T型槽鑄鐵平臺工作面上不應(yīng)有砂孔、氣孔、裂紋、夾渣及縮松等鑄造缺陷。各鑄造表面應(yīng)全部清理型砂,且表面平整、涂漆,各稅邊應(yīng)修鈍。T型槽在平板的相對兩側(cè)面上,應(yīng)有安裝手柄或吊裝位置的設(shè)置、螺紋孔或圓柱孔。設(shè)置吊裝位置時(shí)應(yīng)考慮盡量減少因吊裝而引起的變形。T型槽鑄鐵平臺應(yīng)經(jīng)穩(wěn)定性處理和去磁。




證")
執(zhí)照認(rèn)證")
短信認(rèn)證")


